Procédé de production des casques pare-balles en aramide
Fabriqués à partir de fibres d'aramide à haute résistance, les casques balistiques en aramide sont des équipements de haute sécurité offrant légèreté et protection élevée, produits grâce à plusieurs procédés de précision. Chaque étape, du traitement des matières premières à l'inspection du produit fini, respecte les normes de fabrication militaires.
1. Prétraitement des matières premières de base
Des filaments d'aramide haute performance sont sélectionnés puis subissent un écardage et un enlèvement de la poussière afin d'éliminer les impuretés, garantissant ainsi la pureté et la continuité des fibres.
Les fibres sont durcies dans un environnement à température et humidité constantes afin de stabiliser leurs propriétés physiques, empêchant ainsi la rupture ou le délaminage lors des procédés ultérieurs.
La dose de fibre est précisément dosée selon le niveau de protection, posant une base solide pour les performances protectrices du casque.
2. Tissage des fibres et formation du préimprégné
Un procédé de tissage tridimensionnel 3D est adopté pour entrelacer les fibres d'aramide à des angles spécifiques, formant un matériau de base protecteur haute densité.
Le matériau de base est imprégné dans une résine époxy spéciale et subit un traitement de préimprégnation sous vide, permettant à la résine de pénétrer uniformément les espaces entre les fibres et d'améliorer l'intégrité du matériau de base.
L'épaisseur et la teneur en résine du préimprégné sont contrôlées afin d'assurer un équilibre entre la résistance structurelle et la légèreté du casque après moulage.
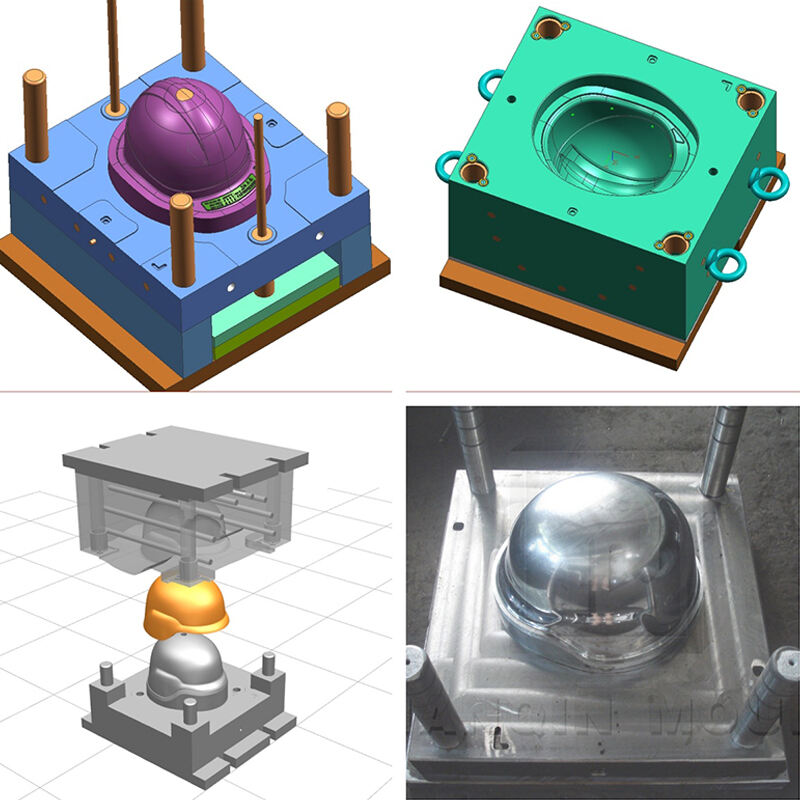
3. Procédé de moulage par pressage dans un moule
Le préimprégné est découpé et assemblé selon la forme du casque, puis placé avec précision dans un moule sur mesure.
Une presse à moule haute température et haute pression est activée, et le matériau est maintenu à température constante (120-150 °C) et sous pression constante (15-25 MPa) pendant 2 à 3 heures.
Grâce à la contrainte précise de la cavité du moule, le matériau durcit et prend la forme d'une calotte de casque conforme à une conception ergonomique.
4. Traitement postérieur et usinage de précision
Après le démoulage, la calotte du casque est refroidie et mise en forme. Les bavures d'arête sont éliminées et les dimensions extérieures corrigées afin d'assurer un bon ajustement lors du port.
La surface de la calotte est polie et dégraissée pour améliorer sa planéité, en vue du revêtement ultérieur.
Un procédé de pulvérisation électrostatique est utilisé pour appliquer uniformément un revêtement doté de propriétés résistantes à l'usure, à la corrosion et aux ultraviolets, prolongeant ainsi la durée de vie du casque.
5. Assemblage de protection composite multicouche
Un coussin en mousse amortissante est fixé à la couche intérieure, et la structure de rembourrage est optimisée selon les points de pression sur la tête afin de réduire les dommages dus aux chocs.
Des doublures intérieures antidérapantes et des systèmes de suspension réglables sont installés pour équilibrer confort et stabilité pendant le port.
Des accessoires tels que des visières protectrices et des rails de guidage sont assemblés. Des fibres au produit fini, le processus de fabrication des casques balistiques en aramide repose toujours sur le principe fondamental de « protection d'abord, confort pris en compte ». Grâce à une fabrication de précision et à des contrôles stricts, ces casques sont devenus des équipements de protection essentiels dans des domaines tels que l'armée, la police et la sécurité, protégeant les vies par la puissance de la technologie.