Produktionsprozess von aramidbasierten schussfesten Helmen
Mit hochfesten Aramidfasern als Kernmaterial sind Aramid-Schutzhelme hochsichere Ausrüstungen mit geringem Gewicht und hoher Schutzleistung, die durch mehrere präzise Verfahren hergestellt werden. Jeder Schritt, von der Rohstoffaufbereitung bis zur Endproduktprüfung, entspricht militärischen Herstellungsstandards.
1. Vorbehandlung der Kernrohstoffe
Hochleistungs-Aramidfilamente werden ausgewählt und durch Kardieren sowie Entstaubung von Verunreinigungen befreit, um die Reinheit und Kontinuität der Fasern sicherzustellen.
Die Fasern werden in einer Umgebung mit konstanter Temperatur und Luftfeuchtigkeit gehärtet, um ihre physikalischen Eigenschaften zu stabilisieren und Brüche oder Delamination während der anschließenden Verarbeitung zu verhindern.
Die Fasermenge wird genau entsprechend dem Schutzniveau dosiert und schafft so eine solide Grundlage für die Schutzleistung des Helms.
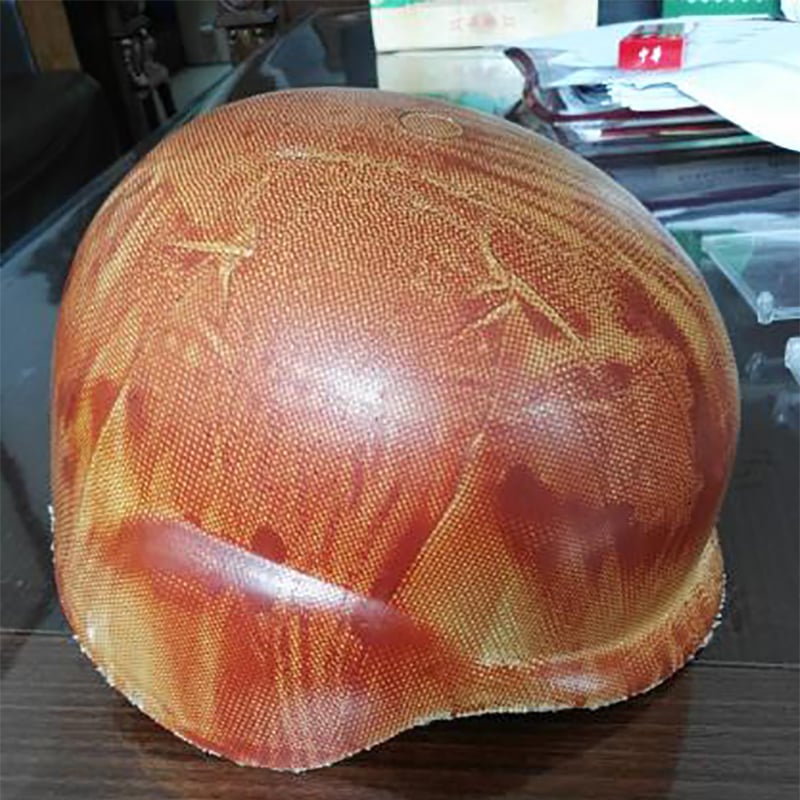
2. Faserverwebung und Prepreg-Herstellung
Es wird ein 3D-weaving-Verfahren angewandt, bei dem Aramidfasern unter bestimmten Winkeln miteinander verwoben werden, um ein hochdichtes Schutzgrundmaterial zu bilden.
Das Grundmaterial wird in ein spezielles Epoxidharz eingetaucht und einer Vakuum-Prepreg-Behandlung unterzogen, wodurch das Harz gleichmäßig in die Zwischenräume der Fasern eindringt und die Integrität des Grundmaterials verbessert.
Die Dicke und der Harzgehalt des Prepregs werden kontrolliert, um nach der Formgebung ein Gleichgewicht zwischen struktureller Festigkeit und geringem Gewicht des Helms sicherzustellen.
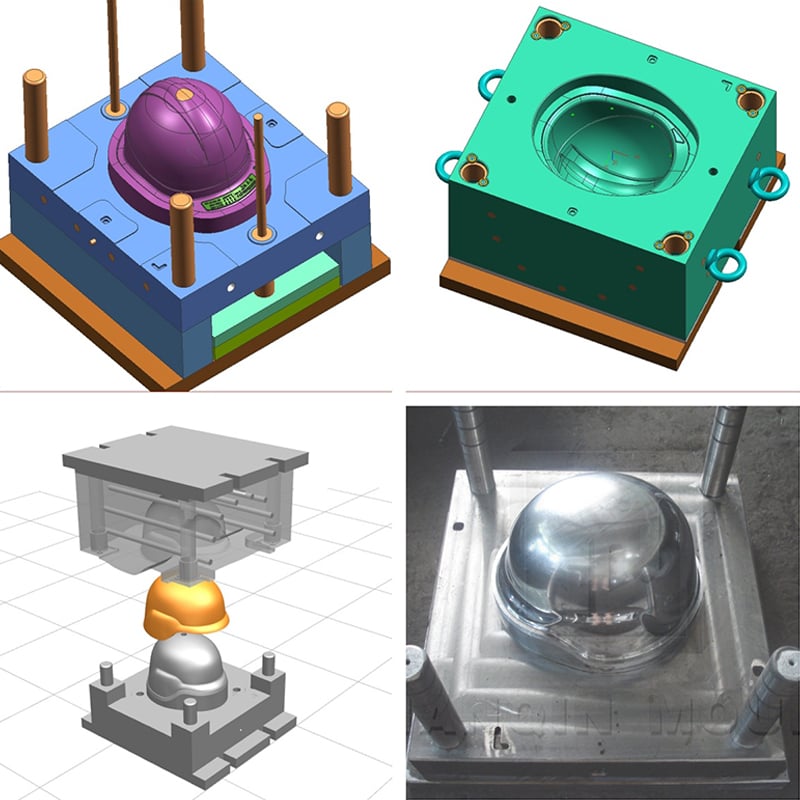
3. Formpressverfahren
Das Prepreg wird entsprechend der Helmform geschnitten und verbunden, dann genau in eine speziell angefertigte Form eingelegt.
Eine Hochtemperatur- und Hochdruck-Formpresse wird aktiviert, und das Material wird 2-3 Stunden bei konstanter Temperatur (120-150 °C) und Druck (15-25 MPa) gehalten.
Durch die präzise Begrenzung des Formhohlraums härtet das Material aus und formt eine Helmschale, die der ergonomischen Gestaltung entspricht.
4. Nachbehandlung und Präzisionsbearbeitung
Nach dem Entformen wird die Helmschale abgekühlt und nachgeformt. Kantengrate werden entfernt und die äußeren Maße korrigiert, um einen passgenauen Sitz beim Tragen sicherzustellen.
Die Oberfläche der Schale wird poliert und entklebt, um die Oberflächenflachheit zu verbessern und sie für die anschließende Beschichtung vorzubereiten.
Ein elektrostatisches Sprühverfahren wird verwendet, um gleichmäßig eine Beschichtung mit verschleißfesten, korrosionsbeständigen und UV-beständigen Eigenschaften aufzutragen, wodurch die Lebensdauer des Helms verlängert wird.
5. Montage mehrschichtiger Verbundprotektion
Ein dämpfendes Schaumstoffpad ist an der Innenschicht angebracht, und die Polsterstruktur ist entsprechend den Belastungspunkten am Kopf optimiert, um Aufprallschäden zu reduzieren.
Rutschfeste Innenfutter und verstellbare Tragesysteme sind eingebaut, um Tragekomfort und Stabilität auszugleichen.
Zubehörteile wie Schutzvisiere und Führungsschienen werden montiert. Von der Faser bis zum fertigen Produkt steht bei dem Herstellungsprozess von Aramid-Schutzhelmen stets der Grundsatz „Schutz geht vor, Komfort wird berücksichtigt“ im Vordergrund. Mithilfe präziser Fertigung und strenger Prüfungen haben sich diese Helme zu zentralen Schutzausrüstungen in Bereichen wie Militär, Polizei und Sicherheit entwickelt und schützen Leben mit technologischer Leistungsfähigkeit.