Технологічний процес виробництва арамідних куленепробивних шоломів
На основі високоміцних арамідних волокон, арамідові балістичні шоломи є високобезпечним обладнанням, яке характеризується легкістю та високим рівнем захисту, і виготовляється за допомогою кількох прецизійних процесів. Кожен етап — від обробки сировини до перевірки готового продукту — відповідає військовим стандартам виробництва.
1. Первинна обробка основної сировини
Відбираються високоефективні арамідні нитки, які проходять чесання та видалення пилу для усунення домішок, забезпечуючи чистоту та безперервність волокон.
Волокна піддаються затвердінню в умовах постійної температури та вологості для стабілізації їхніх фізичних властивостей, запобігаючи розриву або розшаруванню під час подальшої обробки.
Дозування волокон точно витримується залежно від рівня захисту, закладаючи міцний фундамент для захисних характеристик каски.
2. Ткання волокон та формування препрегу
Застосовується тривимірний процес ткання, при якому арамідні волокна переплетаються під певними кутами, утворюючи високощільну базову захисну матерію.
Базовий матеріал занурюється в спеціальну епоксидну смолу та піддається вакуумному препрегуванню, що дозволяє смолі рівномірно проникати в проміжки між волокнами та підвищує цілісність матеріалу.
Товщина та вміст смоли в препрегу контролюються, щоб забезпечити баланс між структурною міцністю та легкістю каски після формування.
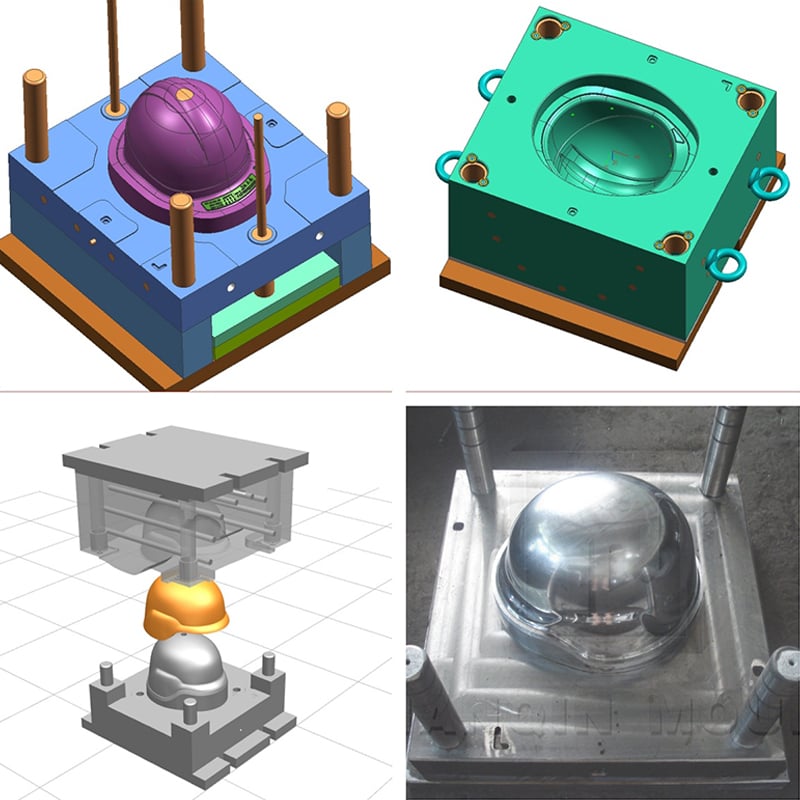
3. Процес формування пресуванням у формі
Препрег нарізають і з'єднують відповідно до форми шолома, після чого точно розміщують у спеціально виготовленій формі.
Запускається прес-форма з високою температурою та високим тиском, матеріал витримують при постійній температурі (120–150 °C) та тиску (15–25 МПа) протягом 2–3 годин.
Завдяки точному обмеженню форми порожнини матеріал затвердіває та формуватиметься в оболонку шолома, яка відповідає ергономічному дизайну.
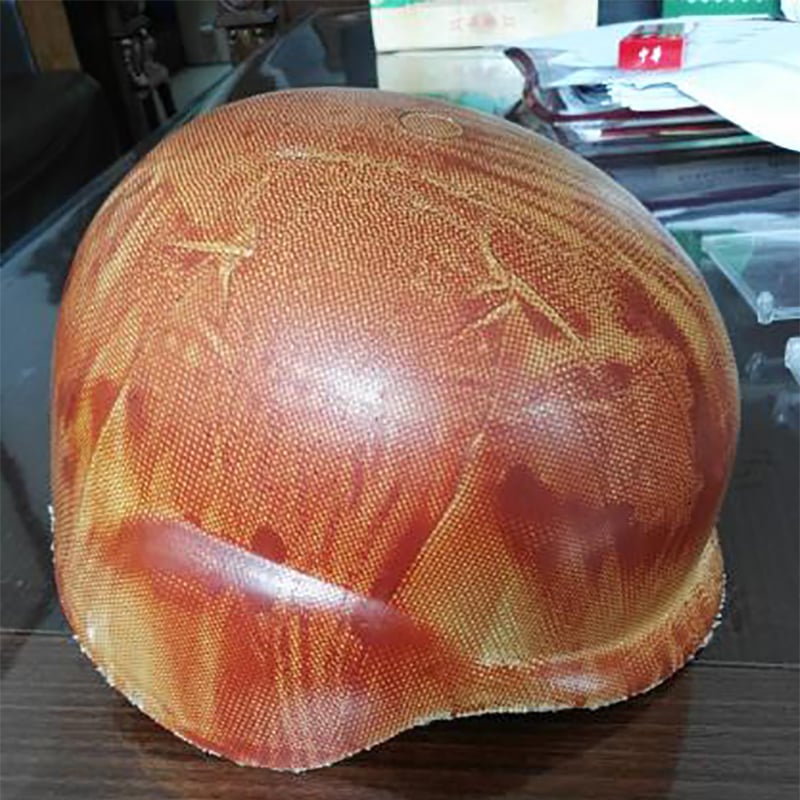
4. Остатня обробка та прецизійна обробка
Після вилучення з форми оболонку шолома охолоджують і надають їй потрібної форми. Видаляють заусенці на краях і коригують зовнішні розміри, щоб забезпечити правильне прилягання під час носіння.
Поверхню оболонки полірують і знешкоджують клейову плівку, щоб покращити рівність поверхні, готуючи її до подальшого покриття.
Використовується процес електростатичного фарбування для рівномірного нанесення покриття з властивостями стійкості до зносу, корозії та ультрафіолетового випромінювання, що продовжує термін служби шолома.
5. Збірка багатошарового композитного захисту
На внутрішній шар нанесено амортизуючу піну, а конструкція подушкування оптимізована відповідно до точок навантаження на голову, щоб зменшити пошкодження від ударів.
Встановлено протидовжувальні внутрішні вкладиші та регульовані підвісні системи для забезпечення балансу між комфортом і стабільністю під час ношіння.
Монтуються аксесуари, такі як захисні щитки та напрямні рейки. Від волокон до готового продукту процес виробництва кевларевих куленепробивних касок завжди дотримується принципу «першочергового захисту з урахуванням комфорту». Завдяки прецизійному виробництву та суворому контролю ці каски стали основним засобом захисту в галузях, таких як військова справа, поліція та охорона, рятуючи життя завдяки технологічній міцності.