Производственный процесс арамидных пуленепробиваемых шлемов
На основе высокопрочных арамидных волокон арамидные бронешлемы представляют собой высокобезопасное оборудование, отличающееся легким весом и высокой защитой, производимое с помощью нескольких прецизионных процессов. Каждый этап — от переработки сырья до проверки готового продукта — соответствует военным стандартам производства.
1. Предварительная обработка основного сырья
Отбираются высокопроизводительные арамидные нити, которые проходят чесание и удаление пыли для устранения примесей, обеспечивая чистоту и непрерывность волокон.
Волокна отверждаются в среде с постоянной температурой и влажностью для стабилизации их физических свойств, предотвращая разрыв или расслоение при последующей обработке.
Дозировка волокон точно рассчитывается в зависимости от уровня защиты, создавая прочную основу для защитных характеристик шлема.
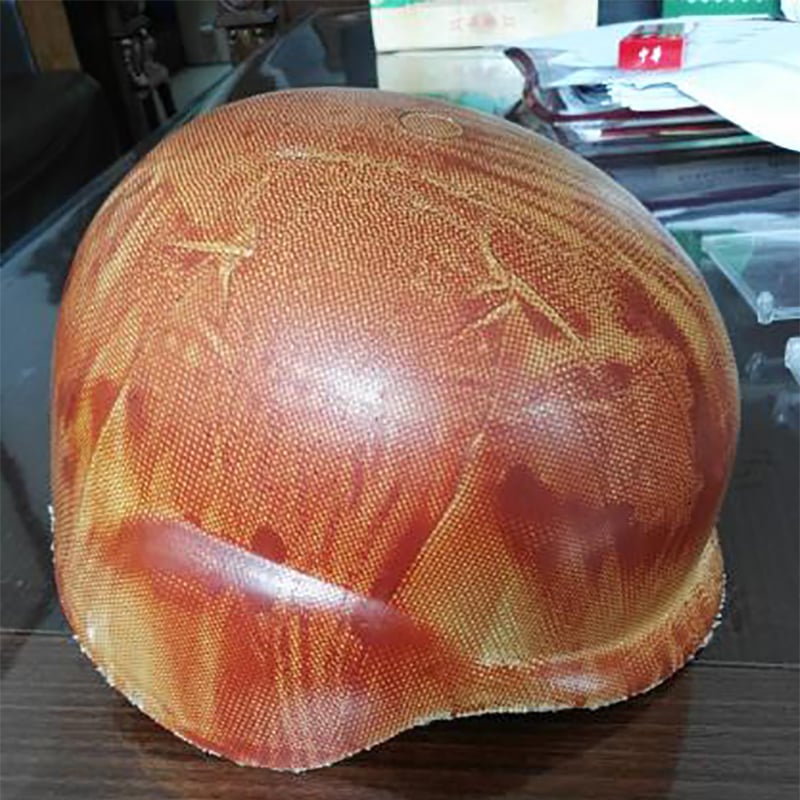
2. Ткачество волокон и формирование препреги
Используется трехмерный процесс ткачества, при котором арамидные волокна переплетаются под определёнными углами, образуя высокоплотный базовый защитный материал.
Базовый материал погружается в специальную эпоксидную смолу и подвергается вакуумной пропитке, что позволяет смоле равномерно проникнуть в промежутки между волокнами и повысить целостность материала.
Толщина и содержание смолы в препреге контролируются для обеспечения баланса между структурной прочностью и лёгкостью шлема после формовки.
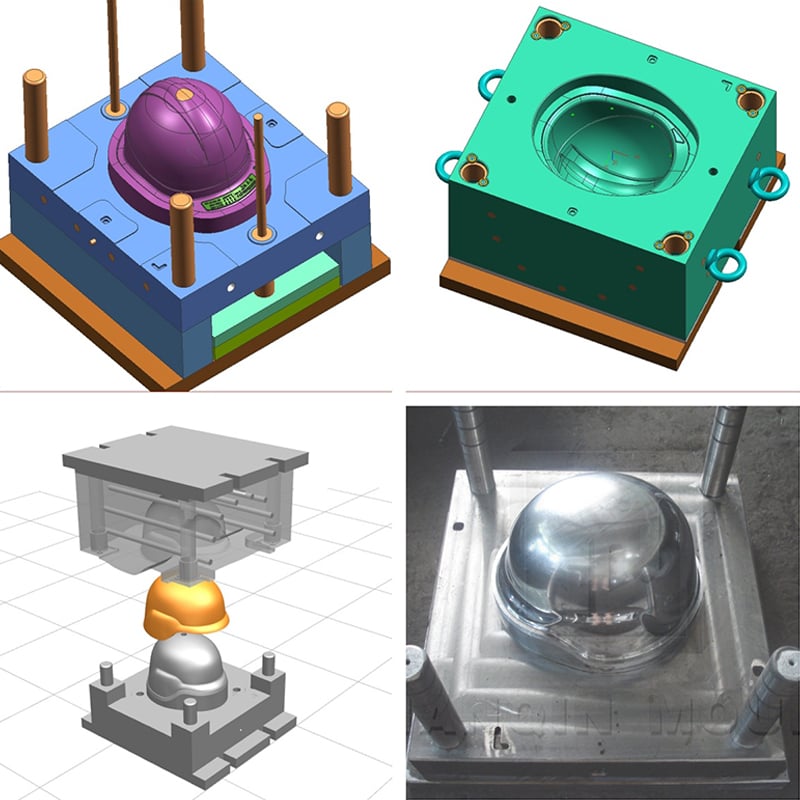
3. Процесс формования прессованием в форму
Препрег нарезают и соединяют в соответствии с формой шлема, затем точно укладывают в специальную форму.
Включается пресс для высокотемпературной и высокодавленной формовки, материал выдерживается при постоянной температуре (120–150 °C) и давлении (15–25 МПа) в течение 2–3 часов.
Благодаря точному ограничению полости формы материал отверждается и формуется в оболочку шлема, соответствующую эргономическому дизайну.
4. Последующая обработка и прецизионная обработка
После извлечения из формы оболочка шлема охлаждается и приобретает окончательную форму. Удаляются заусенцы по краям, корректируются внешние размеры для обеспечения правильной посадки при ношении.
Поверхность оболочки полируется и обезжиривается для повышения плоскостности, подготавливая её к последующему нанесению покрытия.
Методом электростатического напыления наносится равномерное покрытие с износостойкими, антикоррозионными и защитными от ультрафиолета свойствами, что продлевает срок службы шлема.
5. Сборка многослойной композитной защиты
На внутренний слой прикреплена амортизирующая пенная подушка, а амортизирующая конструкция оптимизирована в соответствии с точками напряжения на голове для снижения повреждений от ударов.
Установлены противоскользящие внутренние вкладыши и регулируемые подвесные системы для обеспечения баланса между комфортом ношения и устойчивостью.
Собираются аксессуары, такие как защитные козырьки и направляющие рейки. От волокон до готовой продукции производственный процесс арамидных бронешлемов всегда придерживается принципа «защита превыше всего, с учетом комфорта». Благодаря точному производству и строгому контролю эти шлемы стали основным средством защиты в таких областях, как военная, полицейская и охранная деятельность, защищая жизни благодаря технологической мощи.