アラミド防弾ヘルメットの生産工程
高強度アラミド繊維を核として、軽量かつ高い保護性能を持つ高安全性装備であるアラミド防弾ヘルメットは、複数の精密工程を通じて製造されます。原材料の処理から完成品の検査に至るまで、すべての工程が軍用規格の製造基準に準拠しています。
1. 核心原材料の前処理
高性能アラミドフィラメントを選定し、梳毛および粉塵除去処理を施して不純物を除去することで、繊維の純度と連続性を確保します。
繊維は一定の温度と湿度の環境下で硬化させられ、物理的特性を安定させることで、 subsequent processing中に破断や層間剥離が起こるのを防ぎます。
繊維の配合量は保護レベルに応じて正確に計量され、ヘルメットの保護性能の確固たる基盤が築かれます。
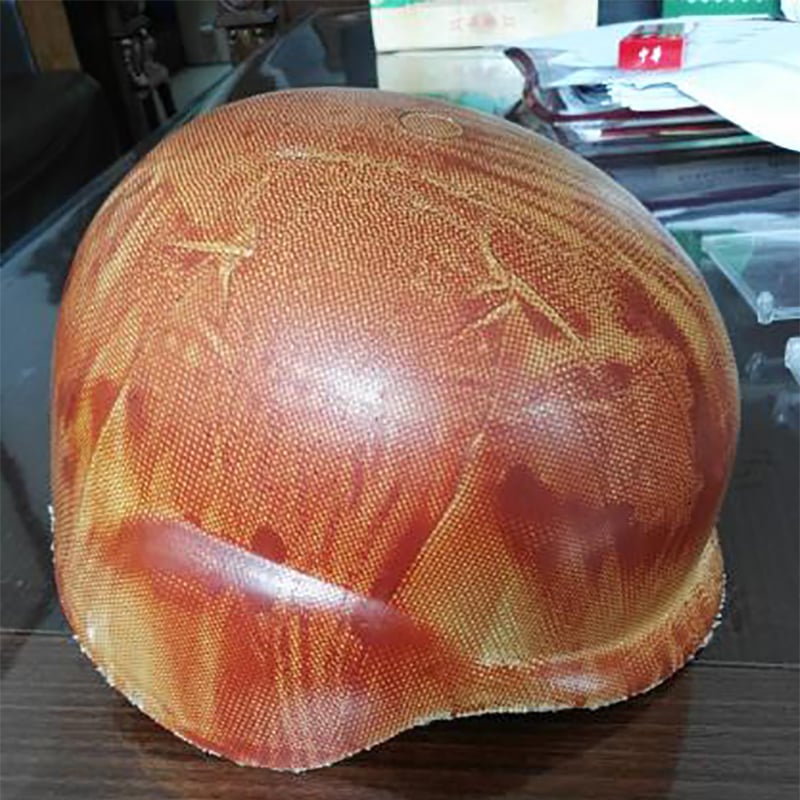
2. 繊維の織りとプリプレグ形成
特定の角度でアラミド繊維を立体的に交織する3D三次元織り工程を採用し、高密度の保護用ベース材料を形成します。
ベース材料を特殊なエポキシ樹脂に浸漬し、真空下でのプリプレグ処理を行うことで、樹脂が繊維間の隙間に均一に浸透し、ベース材料の一体性が向上します。
成形後のヘルメットの構造強度と軽量性のバランスを確保するため、プリプレの厚さおよび樹脂含有量を制御します。
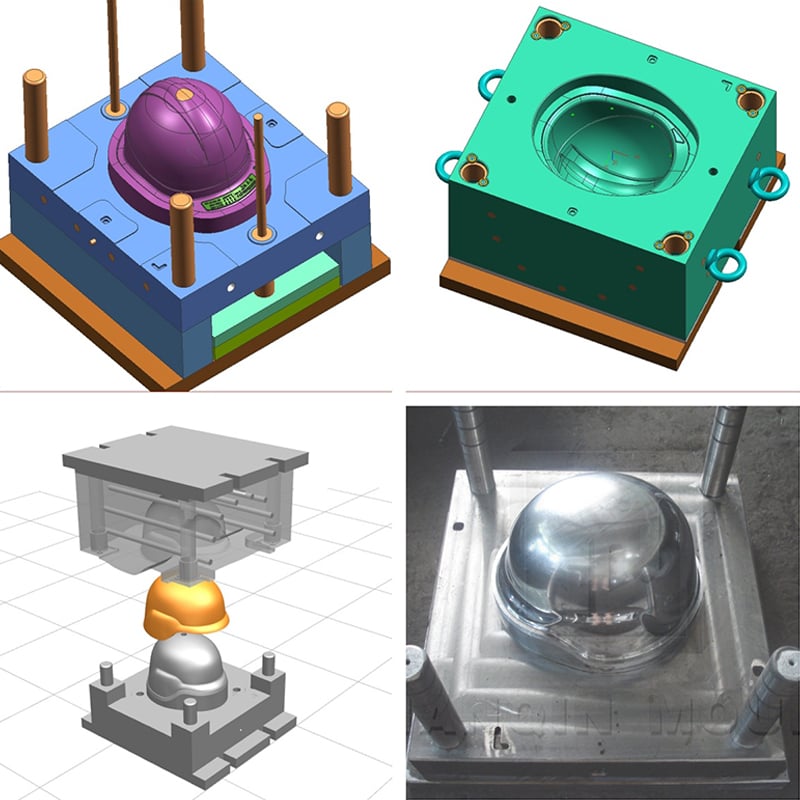
3. 型圧成形プロセス
プリプレグはヘルメットの形状に合わせて切断および継ぎ合わされ、その後、専用の金型に正確に配置されます。
高温高圧の成形プレスが作動し、材料は一定温度(120-150℃)および一定圧力(15-25MPa)で2〜3時間保持されます。
金型キャビティによる精密な拘束を通じて、材料は人間工学に基づいた設計に適合するヘルメットシェルへと硬化・成形されます。
4. 後処理および精密加工
金型から取り出した後、ヘルメットシェルを冷却して形状を整え、端面のバリを取り除き、外寸を修正することで装着時のフィット感を確実にします。
シェル表面を研磨および脱脂処理し、表面の平坦性を向上させ、後の塗装工程に備えます。
静電気噴霧法により、耐摩耗性、防食性および紫外線防止特性を持つコーティングを均一に施し、ヘルメットの使用寿命を延ばします。
5. 多層複合保護構造の組立
内層にはクッション性のフォームパッドが装着されており、頭部のストレスポイントに応じてクッション構造が最適化され、衝撃による損傷を軽減します。
滑り止めのインナーライナーと調整可能なサスペンションシステムを備え、装着時の快適性と安定性のバランスを実現しています。
保護用バイザー やガイドレールなどのアクセサリーが組み立てられています。繊維から完成品まで、アラミド製防弾ヘルメットの製造工程は常に「保護を最優先し、快適性を考慮する」を核心としています。精密な製造技術と厳格な検査に支えられ、これらのヘルメットは軍事、警察、警備などの分野における主要な保護装備となり、技術の力で命を守っています。