
|


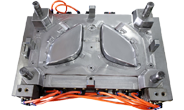

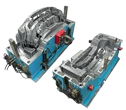






Compression Molding Compression molding is the transformation technique most commonly used for SMC and BMC molding as the big presses can accommodate large platen sizes, making it ideal for large components ranging from train carriage panels to bath tubs. 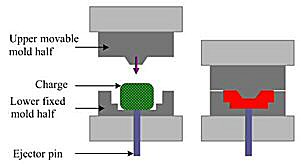 In high volume processes such as producing parts for automotive applications, SMC charges are normally prepared using an automatic peeling and slitting machine. The SMC is automatically peeled of its carrier film and cut into the appropriate pieces, which can then be stacked and arranged in the predetermined charge pattern. The weight of the charge is checked to ensure that it is within set-up tolerances. Where low to medium volume applications apply, like those found in the electrical industry, then these operations are generally done manually.
In high volume processes such as producing parts for automotive applications, SMC charges are normally prepared using an automatic peeling and slitting machine. The SMC is automatically peeled of its carrier film and cut into the appropriate pieces, which can then be stacked and arranged in the predetermined charge pattern. The weight of the charge is checked to ensure that it is within set-up tolerances. Where low to medium volume applications apply, like those found in the electrical industry, then these operations are generally done manually.
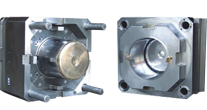
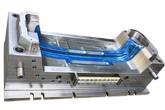
The charge is placed in the mold in a set position determined by the features of the mold, scribe lines marked in the tool or laser lines, to ensure a consistent charge placement. For high volume applications, robots are used to accurately place the charge. Handling and carrying of the SMC is normally by needle gripper techniques. Generally, the mold is a matched set of forged steel dies that are plated or surface treated to reduce wear. The mold is heated (electric or oil) to 130-170ˇăC. The mold is closed with a fast approach speed followed by a controlled final closure speed. Variable pressure (50-100 bar) profiles can be used during the mold closure phase. Thermoset compounds are flowable. Under heat and pressure it is transformed from its leather-like quality to a very low-viscosity liquid. The compound flows to fill the mold cavity. A shear edge zone in the perimeter of the cavity enables air to pass through. The small amount of material that escapes through the sheer edge results in ˇ®flash.ˇŻ The cure time varies from 30-150 seconds, depending primarily on the thickness of the part and material formulation. The part is de-molded by internal ejector pins. Larger parts can be handled using manipulators. Flash (normally 0.05 ¨C 0.15mm) is normally removed by hand using abrasive paper although in large series production, robots normally do this job for speed and to ensure consistency in critical tolerances. The molded part then transfers to a machining center where holes and apertures are cut out or drilled. Often this operation utilizes CNC (computer numerical control) equipment that reads G-code instructions and drives the machine tool. The operating parameters of the CNC can be altered via software load programs. Robot machining centers and 5-axis routing machines are often used. Water jet and laser cutting are also technologies increasingly being utilized by SMC/BMC molding operations. Injection Molding 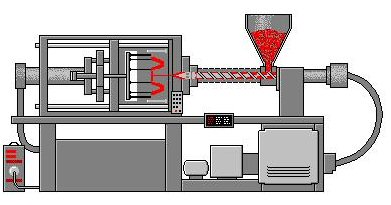 Injection molding is where the mold is clamped to the vertical press-platen. The material (usually BMC) is fed into a barrel. Then, it is injected into a hot mold thanks to the injection plunger (or screw but mostly for thermoplastics). The compound flows easily into the cavity. When the mold opens, the part is released thanks to the ejectors. The cycle time of injection is very short due to the automation and this process allows for the use of multiple shot cavity. ItˇŻs especially used for small and complex parts. Injection molding is where the mold is clamped to the vertical press-platen. The material (usually BMC) is fed into a barrel. Then, it is injected into a hot mold thanks to the injection plunger (or screw but mostly for thermoplastics). The compound flows easily into the cavity. When the mold opens, the part is released thanks to the ejectors. The cycle time of injection is very short due to the automation and this process allows for the use of multiple shot cavity. ItˇŻs especially used for small and complex parts.
|
 |
 |
TIANQIN CHINA Tel:: 0086-576-84220820Fax:: 0086-576-81103280 Add:: No.38 Lianping Road, Shi Guiao Industrial Zone, Huangyan District, Taizhou City Zhejiang Province,318020,China tq@tqmould.com engineer@tqmould.com |
Copy rights at 2015 . All Rights Reserved.